
(2)无綫:
优点——时效快
外销业以无线为主,因数量较多,且要求书背直角要好,而手工无法达到这种品质。
五、合板业
(一)定义:合板即三夹板、中板。
(二)合板制造流程
1、先将原不刨成一片片,送进烘焙室烘干。
2、烘干后之木材,送至机台边,准备接合,(用H.M接合)得按合上后合板,送至尿素胶加工处加工涂布后上下各贴合一片,贴合。
六、感压型
(一)纸尿裤用热熔胶
1、纸尿裤之制造流程
l、纸尿裤之制造流程
其中纸浆为主要吸收材,薄纸为纸浆之承装材,不织布为透气透水之表面被覆材料,PE膜则防渗漏底材,松紧带则是有紧身和防漏之功能。由於制造技术之改进,每家制造商所使刚之材
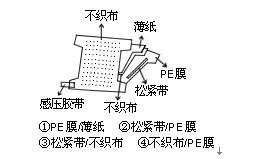
料及机械形式亦各有不同,而且制造速度亦日益快速,可达到300~500个/分。因使用机器之不同,所用之操作机和涂布方式亦不尽相同。
涂布方式可分为:
(1)Coating(被覆式)
(2)Nozzie(喷嘴式)
(3)Spray(喷雾式)
当机器刚开始运作时Line Speed常常会变动,此时接著剂上涂布量及涂布方式必须随主机之速度而成适当的调整以保持一定之布胶量,为此,操作机必须加装有gear pump之类的设备。而
且一样Line通常有2台以上之操作机,所使用之接着剂种灰亦同,以适用于不同材质之接着。
(二)热熔胶使用上应注意事项:
1、环境温度
冬天、夏天之环境温度变化,甚至一天中、早晚之环境温度变化应注意open time之调整,在可能之范围内,作业场所最好采空调设备,以降低此项因素。还有环境温度之变化,涂布温度及涂布量亦应跟著调整以保持既有之接着性。
2、机台之检查与保养
纸尿裤用胶比其他用途之使用量大,所以涂布鞋精密度之要求也相当高,因此必须定期清洗喷嘴,被覆模头(Coating head),滤网之清洗及更换,设定温度之设定调整,如果可能的话保养频率越高越好。
3、热熔胶之物性要求
(1)接着耐候性:纸尿裤之使用直接与婴儿皮肤接触,而婴儿体温则在36~40之间,纸尿裤平均使用时间4、8小时,因此耐热性相当重要,不可因此而接着不良(松紧带脱线发生旁漏)或热熔胶渗出。
(2)耐水性:纸尿裤之用途为尿液之吸收故接著剂之耐水性须注意。
(3)热安定性:制造纸尿裤所使用之熔胶槽一般来说都很大,当机械不顺或问题发生时热熔胶必须在高温下一段时间,此时不能发生接着性变化,粘度变化,及碳化现象,以免发生接著品质不良,布胶量变化,及Nozzel和filter堵塞。
其他,在选用热熔胶时,也应考虑到品质安定之熟熔胶,选择一种适当之热熔胶有以下之优点:
(1)生产速度提高。 (2)机械运转率提升。(3)不良品之减少。 (4)产品成本降低。
由于纸尿裤制造商竞争之下,不断推用新机能之新产品,相对的,对于热熔胶之要求,也愈来愈多变化。
